



Китайский завод беспоршневых отсадочных машин: инновации и надёжность?
2026-03-28
Китайский завод беспоршневых отсадочных машин: инновации и надёжность?
Когда слышишь про китайские беспоршневые отсадочные машины, первая мысль часто — «ну, дешево». И это главная ловушка. Цена, конечно, фактор, но за последние лет пять-семь картина сильно изменилась. Раньше действительно брали за счёт стоимости, а сейчас всё чаще — за конкретные инженерные решения, которые, что уж там, иногда оказываются проще и умнее, чем у некоторых европейских аналогов. Но вопрос надёжности — он всегда висит в воздухе. Лично сталкивался с разным: и с откровенным хламом, который разваливался после полугода работы на сильном шламе, и с агрегатами, которые тихо работают на разрезах уже который год. Так где же правда? Попробую разложить по полочкам, исходя из того, что видел сам и о чём говорили коллеги.
Откуда взялся этот «китайский подход» к отсадке?
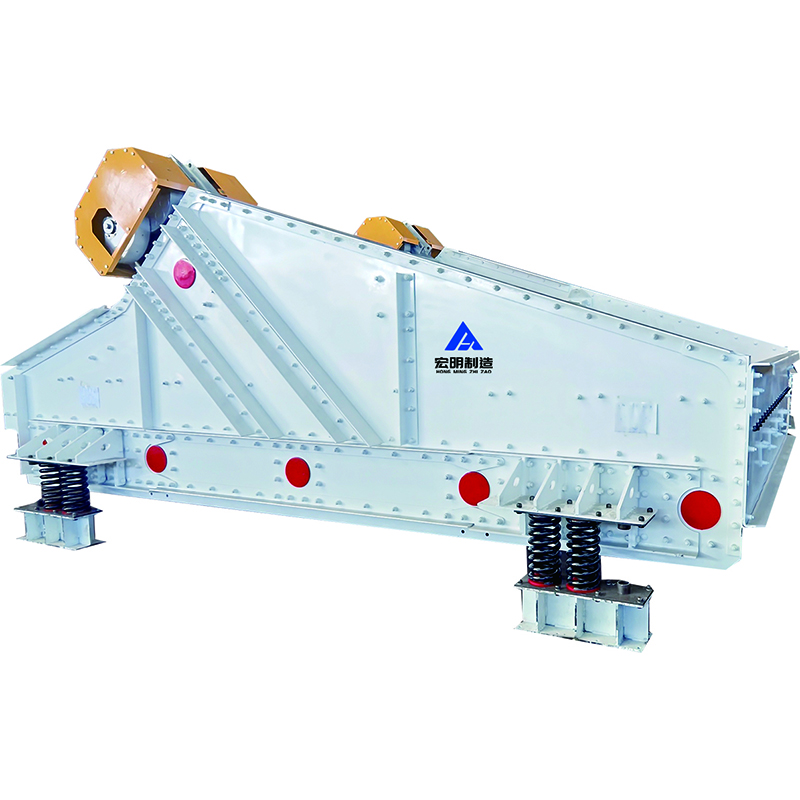
Исторически так вышло, что многие китайские производители начинали с копирования советских и польских машин. Но просто скопировать — мало. Основная проблема классических поршневых и диафрагмовых машин — сложность поддержания стабильности pulsation, особенно при изменении характеристик питания. Китайские инженеры, кажется, решили пойти другим путём — упростить кинематику. Их беспоршневые отсадочные машины часто используют комбинированный принцип: эрлифт + воздушная камера с системой клапанов, управляемых от одного привода. Это снижает количество подвижных узлов в непосредственном контакте с пульпой.
На одной из обогатительных фабрик в Кузбассе я видел в работе машины от завода «Цзиньчжун Хунмин» (их сайт — jzhmsb.ru). Привлекло то, как они решили вопрос регулировки амплитуды и частоты. Не через сложный редуктор с кулачками, а через систему сменных шкивов и простой электронный блок управления клапанами. Со стороны выглядит как шаг назад, «недоавтоматика». Но на практике — меньше электроники в пыльном цеху, а значит, теоретически, выше отказоустойчивость. Ключевое слово — «теоретически».
Поначалу наши механики косились на эти блоки управления. Говорили, что интерфейс на китайском, да и инструкция криво переведена. Это, кстати, общая болезнь — слабая локализация документации. Но разобрались. Оказалось, логика работы прописана чётко, и основные параметры можно выставить за десять минут. Это мне напомнило один важный момент: их инновации часто направлены не на создание «умной» машины, а на создание машины, которую проще обслуживать в полевых условиях. Другой вопрос, насколько это удаётся.
Где кроются реальные риски надёжности?
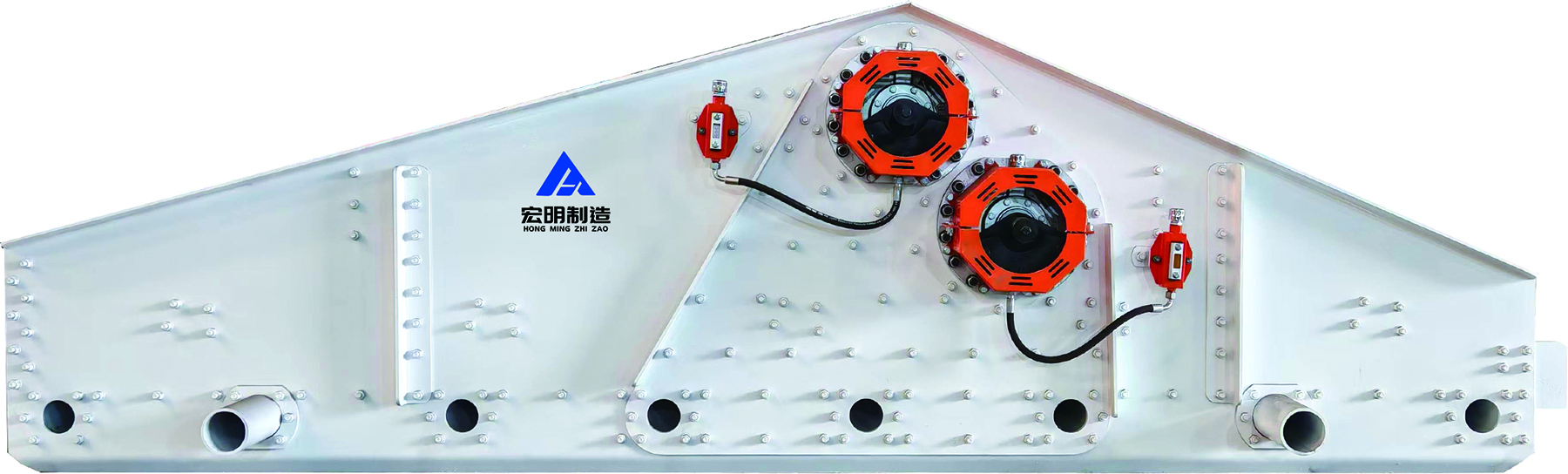
Всё упирается в материалы и сборку. Сам принцип работы беспоршневой машины менее требователен к точности, чем, скажем, поршневой узел. Но здесь критичными становятся другие узлы. Первое — это качество сварных швов на корпусе ситовой коробки. Видел случаи, когда на стыках листов через несколько месяцев интенсивной вибрации появлялись «усталостные» трещины. Не сквозные сразу, но с них начиналось подтекание. Китайские заводы сейчас активно переходят на автоматическую сварку под флюсом, что сильно повышает consistency шва.
Второй момент — износ резиновых элементов в воздушных клапанах. Раньше использовали резину, которая не очень хорошо переносила наши морозы и абразивную среду. Сейчас многие серьёзные производители, включая упомянутое ООО «Цзиньчжун Хунмин», перешли на полиуретановые смеси собственной разработки. По их заявлениям, срок службы увеличился в 2-3 раза. На практике, по отзывам с одного из разрезов, где такие машины стоят, резино-полиуретановые мембраны действительно ходят около года при круглосуточной работе, что сопоставимо с европейскими аналогами.
Третий риск — это комплектующие. Электродвигатели, подшипники, редукторы. Тут стратегия разная. Некоторые заводы ставят исключительно китайские компоненты (например, двигатели WNM или редукторы TJ), другие идут навстречу клиенту и могут установить Siemens или SKF по запросу, естественно, с изменением цены. Для ответственных участков я всегда советую перестраховаться и закладывать в контракт option на установку приводов известных брендов. Это страхует от простоев.
Пример из практики: монтаж и «детские болезни»
Расскажу про один случай. Завезли мы как-то две машины для обогащения мелкого угля. Монтаж проводили частично силами поставщика, частично нашими ребятами. Китайский специалист приехал один, с ноутбуком и набором ключей. Первая проблема возникла на этапе выверки по уровню. Инструкция требовала точности до 0.5 мм/м, но крепёжные отверстия в раме были просверлены с небольшим люфтом. Пришлось использовать компенсационные пластины — мелочь, но неприятная.
Запустили. Первые сутки — идеально. Concentrate шёл как по учебнику. А на вторые сутки появилась странная вибрация на определённых частотах. Специалист долго копался в настройках блока управления, проверял давление воздуха. Оказалось, что дело не в машине, а в подаче питания. Пульпа поступала неравномерно, из-за чего в камере создавался переменный гидравлический удар. Стандартный воздушно-упругий амортизатор не успевал его гасить. Решение нашли простое — установили на питающий рукав простейший демпфирующий сосуд, который сделали тут же, в цеху. После этого машина запела. Этот случай хорошо показывает, что иногда проблемы «надёжности» — это проблемы адаптации агрегата к конкретным условиям завода, а не фабричный брак.
После обкатки в течение месяца пришлось подтянуть все болтовые соединения на раме — это нормальная практика для любой вибрационной техники. Но что порадовало — не было ни одной течи по сварным швам или фланцевым соединениям. Видимо, контроль на выходе с завода был на уровне.
Что значит «интеграция всего процесса» на деле?
В описании компании «Цзиньчжун Хунмин» (jzhmsb.ru) указано, что они реализуют интеграцию от проектирования до монтажа. На словах это звучит как обычная реклама. Но в контексте китайского машиностроения для обогащения — это важный момент. Раньше часто бывало, что один завод делал станину, другой — ситовую коробку, третий — систему управления. Сборка и подгонка на месте монтажа превращалась в кошмар.
Когда один производитель контролирует весь цикл, как заявляет эта компания, снижаются риски несовместимости узлов. На практике это выражается в том, что, например, привод и воздушная камера проектируются одновременно, под конкретные параметры вибрации. Это позволяет использовать менее массивную раму, так как динамические нагрузки лучше ском