



Китай питатель поставщики: инновации и экология?
2026-02-09
Когда слышишь ?китайские питатели?, первое, что приходит в голову — это, простите за прямоту, дешевизна и сомнительное качество. Так думают многие, и я сам лет десять назад был в этом уверен. Но реальность, особенно в сегменте оборудования для подготовки угля, давно перевернулась. Теперь вопрос не в цене, а в том, как поставщики совмещают реальные инновации с экологическими требованиями, которые из красивой идеи превратились в жесткие условия контракта. И здесь начинается самое интересное.
От стереотипа к конкретному станку: как менялось восприятие
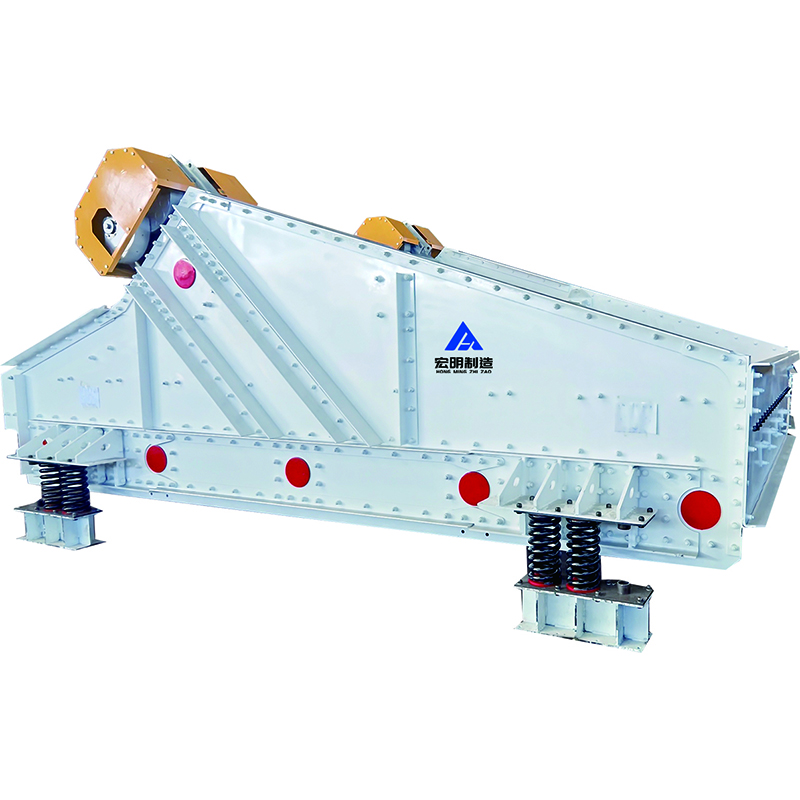
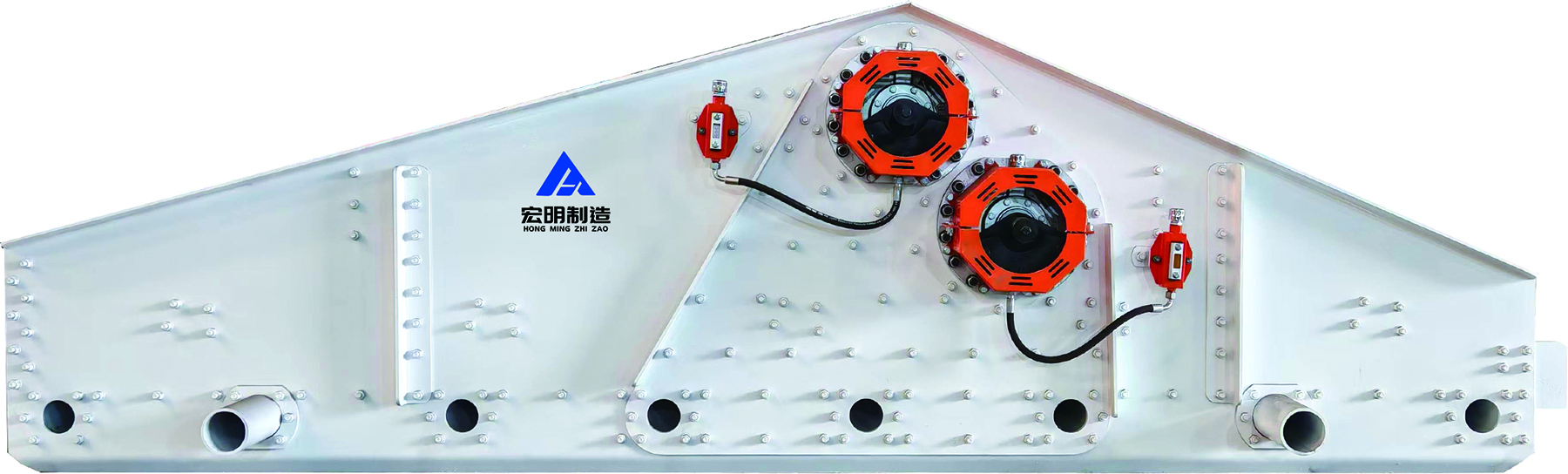
Раньше заказ китайского питателя был лотереей. Чертежи могли не соответствовать образцу, металл — ?петь? на морозе, а сервис ограничивался отправкой пары PDF-инструкций. Сейчас ситуация иная. Возьмем, к примеру, вибрационные питатели для подачи угля на грохоты. Раньше главной проблемой был ресурс вибромоторов — перегревались, выходили из строя через 3-4 месяца активной работы. Сегодня же ряд производителей, с которыми мы работаем, предлагают моторы с системой принудительного воздушного охлаждения и встроенными датчиками температуры. Это не космические технологии, но именно такие ?приземленные? доработки показывают сдвиг в мышлении — от копирования к адаптации под реальные, тяжелые условия эксплуатации.
Ошибкой будет считать, что все поставщики шагнули вперед одинаково. Нет, рынок сильно сегментирован. Есть те, кто по-прежнему гонит объем, продавая устаревшие модели по демпинговым ценам. Их оборудование часто не проходит по экологическим нормам по уровню шума и пылеобразования. А есть компании, которые вкладываются в инженерный отдел и тестовые полигоны. Вот с такими и стоит иметь дело, потому что их питатели — это уже не просто железный лоток с вибратором, а узел, который проектируется с учетом всей технологической цепочки.
Личный опыт: в 2018 году мы закупили партию дисковых питателей для дозирования мелкодисперсного угля. По паспорту — все отлично. На практике же возникла проблема с ?залипанием? материала на дисках при высокой влажности. Стандартная реакция старого типа поставщика — ?эксплуатируйте правильно?. Но в данном случае инженеры производителя, а это была как раз компания ООО Оборудование для отбора угля Цзиньчжун Хунмин, запросили видео работы, данные по влажности сырья и через две недели прислали комплект сменных дисков с другим углом атаки и полимерным покрытием. Проблема ушла. Это и есть тот самый переход от продажи железа к решению технологической задачи.
Экология не как ярлык, а как инженерная задача
Сейчас модно клеить на оборудование зеленые ярлыки ?эко-френдли?. Но в горно-обогатительной промышленности экология — это в первую очередь борьба с пылью, снижение шума и энергопотребления. И здесь китайские производители начали проявлять неожиданную изобретательность. Простой пример — кожухи и укрытия для ленточных и вибрационных питателей. Раньше это были простые сварные короба. Сейчас все чаще предлагаются модульные системы с быстросъемными уплотнениями и встроенными патрубками для подключения к аспирации. Это прямое следствие ужесточения требований на крупных разрезах и обогатительных фабриках.
Еще один момент — энергоэффективность. Частотные преобразователи для регулировки скорости подачи стали практически стандартом для винтовых и ленточных питателей от ведущих поставщиков. Но интереснее другое — начинают появляться системы рекуперации энергии в больших вибрационных установках. Пока это штучные проекты, но сам факт, что над этим работают, говорит о многом. На их сайте https://www.jzhmsb.ru в разделе решений для обогатительных фабрик как раз можно увидеть такие комплексные подходы, где питатель рассматривается как часть системы с минимальными потерями и выбросами.
Провальный кейс тоже был. Пытались внедрить ?супер-инновационный? питатель с магнитной левитацией для бесшумной и беспыльной подачи. Идея красивая, но в условиях постоянной угольной пыли, которая обладает электропроводностью, система датчиков выходила из строя за неделю. Поставщик, увлекшийся высокими технологиями, не учел среду. Это важный урок: в нашем деле инновации должны быть ?грязными?, то есть рассчитанными на сложные, а не лабораторные условия.
Интеграция процессов: почему это важно при выборе поставщика
Многие до сих пор выбирают оборудование по каталогу: нашел модель, запросил цену, купил. Это путь к головной боли. Ключевое преимущество современных серьезных игроков — это именно интеграция процессов: от проектирования до монтажа и сервиса. Компания, которая сама проектирует, производит ключевые узлы и имеет своих пуско-наладочников, — это другой уровень ответственности.
Вот та же Цзиньчжун Хунмин позиционирует себя именно как предприятие с полным циклом. На практике это означает, что когда мы ставили задачу на модернизацию узла подачи на фабрике, к нам приехал не просто менеджер по продажам, а технолог с инженером. Они неделю изучали существующую линию, брали пробы угля, замеряли места установки. В итоге был предложен не стандартный питатель из каталога, а доработанная версия с измененной геометрией лотка и точками крепления под нашу раму. Это сэкономило нам около месяца на монтаже и наладке.
Без такой интеграции часто возникает классическая проблема: оборудование пришло, а к нему нужны особые фундаменты или силовые линии. Или его параметры не стыкуются с мощностью существующих систем аспирации. Поставщик, который берет на себя часть проектных работ, снимает эти риски. Это уже не просто поставщики, это партнеры по технологическому процессу.
Материалы и ресурс: где скрыта реальная экономика
Разговоры об инновациях часто уводят в сторону цифровизации и ?индустрии 4.0?. Но для питателя, который 24/7 работает под абразивным угольным потоком, главная инновация — это износостойкость. И здесь прогресс налицо. Если раньше лотки и пластины делали из обычной стали Hardox 400, то сейчас все чаще предлагают композитные решения: стальное основание + съемные вставки из сверхизносостойкой керамики или полиуретана определенной твердости.
Важный нюанс — эти вставки часто производятся по технологии, лицензированной у европейских или японских специалистов. То есть китайские производители активно заимствуют и внедряют лучшие мировые решения в области материаловедения. Это дает реальный эффект: межремонтный интервал увеличивается в 2-3 раза. Мы считаем не стоимость тонны железа, а стоимость тонны угля, переработанной за жизненный цикл узла. И здесь правильный выбор материала — это основа экономики проекта.
Сложность в другом: не все поставщики готовы подробно раскрывать состав и происхождение своих износостойких покрытий. Приходится требовать протоколы испытаний, а лучше — устраивать тестовые испытания на своем сырье. Один раз мы получили пластины с ?фирменным? покрытием, которое стерлось быстрее, чем базовая сталь. Оказалось, партия была сделана с нарушением технологии термообработки. Доверяй, но проверяй — это правило по-прежнему работает.
Что в итоге? Мысли вслух о будущем сегмента
Куда все движется? На мой взгляд, дальнейшее развитие будет идти по пути глубокой кастомизации и ?умного? сервиса. Питатель будет все чаще оснащаться не просто датчиками вибрации (это уже есть), а датчиками контроля потока, встроенными весами и системами диагностики состояния изнашиваемых элементов. Данные будут в реальном времени передаваться не только на локальный пульт, но и, с согласия заказчика, производителю для предиктивного анализа и планирования поставки запчастей.
И здесь снова встает вопрос об экологии, но в более широком смысле — об экологии производства как системы. Точно дозированная подача — это минимизация потерь и перерасхода энергии на последующих этапах. Надежный, предсказуемый в обслуживании узел — это меньше простоев и, как ни парадоксально, меньше вредного воздействия на окружающую среду из-за более стабильного технологического процесса.
Выбирая сегодня китайских поставщиков, мы уже не выбираем между дешевым и дорогим. Мы выбираем между поставщиком деталей и поставщиком решений. Первый все еще существует, но его ниша сужается. Второй, как те компании, что вложились в полный цикл и инженерную мысль, становится драйвером изменений. Их продукция — это уже симбиоз адекватной цены, продуманной инновации и реального, а не декларативного, внимания к экологическим аспектам работы. И этот тренд, судя по всему, только усилится.