



Китай питатель 8: лучший производитель?
2026-02-19
Вопрос, который часто всплывает в переговорах или при анализе рынка. Многие сразу ищут ?топ-1?, но в сегменте питателей, особенно для сложных условий обогатительных фабрик, всё не так однозначно. ?Лучший? — это про что? Про цену? Про срок службы пластин или скребковой цепи? Или про то, чтобы агрегат после монтажа просто работал, а не требовал постоянной подстройки каждую смену? Давайте разбираться без глянца.
Что скрывается за цифрой ?8??
Часто встречаю в запросах ?питатель 8? или ?ПТ-8?. Это обычно отсылка к типоразмеру или условной производительности. Но тут первый подводный камень. У одного завода 8-я модель может быть скребкового типа с шириной цепи 800 мм, у другого — пластинчатого, рассчитанного на кусковатость до 300 мм. Без технических условий (ТУ) или хотя бы эскиза разговор о ?лучшем? бессмыслен. Сам попадал в ситуацию, когда привезли питатель, заявленный как аналог ПТА-8, а посадочные места под привод не сошлись на 5 см — пришлось резать и заваривать на месте, клиент был не в восторге.
Китайские производители здесь — целый спектр. Есть гиганты, чьи каталоги толщиной с книгу, а есть небольшие цеха, которые делают ?под копирку? и могут неожиданно хорошо доработать узел по вашим чертежам. Ключевое — не страна происхождения, а подход к проектированию под задачу. Видел, как питатель для подачи влажной глинистой руды выходил из строя за месяц из-за неправильного угла наклона лотка и материала скребков. Производитель был ?известный?, но инженеры не учли абразивность конкретной среды.
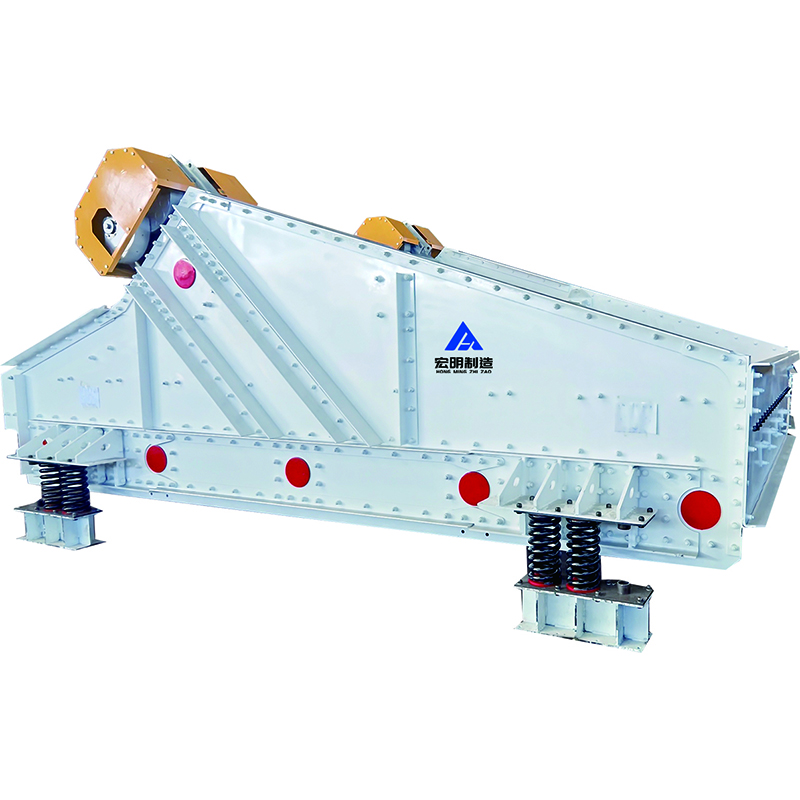
Здесь стоит упомянуть ООО Оборудование для отбора угля Цзиньчжун Хунмин (сайт — https://www.jzhmsb.ru). Не сочтите за рекламу, но это как раз пример узкой специализации. Они не делают всего подряд, а фокусируются на оборудовании для подготовки угля, а это как раз та среда, где питатели работают на износ. Их интеграция процесса от проектирования до монтажа — не просто слова в описании компании. На практике это означает, что при запросе на питатель ты можешь обсудить детали не с менеджером по продажам, а с технологом, который спросит про гранулометрический состав, влажность и угол естественного откоса материала. Это уже другой уровень.
Критерии, о которых не пишут в каталогах
В паспорте всегда будут красивые цифры: производительность 600 т/ч, мощность привода 22 кВт. Но реальная проверка начинается в цеху. Например, унификация узлов. Лучше, если подшипниковые узлы, приводные звездочки или натяжные устройства будут совместимы с другим оборудованием на вашей фабрике. Это сокращает парк запчастей. Один наш проект в Кузбассе буксул из-за того, что у каждого питателя была своя, уникальная шестерня в редукторе. Ждать её из Китая — 45 дней минимум.
Качество сборки каркаса. Кажется мелочью? Попробуйте выставить по уровню конструкцию, которая сварена ?с горбом?. Часы лишней работы монтажников, которые всегда выльются в стоимость. Хороший признак — когда рама приходит с обработанными фрезой посадочными площадками под редуктор и электродвигатель. Это говорит о том, что на заводе есть культура производства, а не только сварка.
И главное — доступность для обслуживания. Как часто вы меняете скребки? Как чистите зону под холостой ветвью? Идеальный питатель — тот, у которого предусмотрены технологические люки и съемные кожуха в нужных местах. Видел решения, где для замены одного ролика нужно было разбирать половину конструкции. Это провал в проектировании, каким бы ?лучшим? ни был бренд.
Случай из практики: когда ?бюджетный? вариант оказался дороже
Был у нас заказ на замену старых питателей на углесортировке. Решили сэкономить, взяли не у профильного завода, а у общего машиностроительного, по цене на 25% ниже. Агрегаты пришли, вроде бы, неплохие, покрашены ровно. Но уже через две недели эксплуатации пошел звон от заказчика: пластины лотка прогнулись, цепь начала ?прыгать? на звездочках.
Приехали, стали смотреть. Оказалось, для лотка использовали сталь толщиной 10 мм вместо минимально необходимых 12-14 мм для данной нагрузки и абразива. Материал цепи — 40Х, но без должной термообработки, поэтому звенья быстро вытянулись. Самое обидное — приводной вал был рассчитан ?впритык? по крутящему моменту, без запаса. В итоге при пуске под завалом редуктор вышел из строя.
Что сделали? Пришлось экстренно заказывать усиленные пластины и новую цепь у другого поставщика, а это — повторные расходы и простой линии. Общая стоимость владения оказалась выше, чем если бы сразу взяли более дорогое, но правильное решение. Этот случай хорошо иллюстрирует, почему Китай питатель нужно выбирать не по цене в инкотермс FOB, а по совокупности факторов, где ключевой — понимание производителем технологии процесса.
Где искать компетенции? Неочевидные моменты
Сайт-визитка с красивыми картинками — это одно. А вот если на сайте производителя, например, того же JZHM (ООО Оборудование для отбора угля Цзиньчжун Хунмин), выложены не только общие виды, но и схемы с размерами, чертежи узлов (хотя бы в виде скриншотов), или даже технические статьи про расчет угла наклона питателя — это уже серьезная заявка. Значит, там есть инженерный отдел, который думает о сути, а не только о продаже железа.
Обращайте внимание на список выполненных объектов. Если там значатся крупные обогатительные комбинаты или угольные разрезы — это плюс. Такие объекты не станут рисковать и ставить откровенно слабое оборудование. Значит, питатели прошли приемочные испытания ?в поле?. Кстати, на https://www.jzhmsb.ru в разделе ?Проекты? как раз можно увидеть такие примеры, это добавляет доверия.
Еще один момент — наличие сервиса. Готов ли поставщик отправить своего механика или инженера на пусконаладку? Или хотя бы оперативно реагировать на видео с проблемой? Это часто важнее, чем скидка в 3%. Потому что даже самый лучший механизм может потребовать регулировки под конкретный материал на объекте.
Итоги: так кто же лучший?
Однозначного ответа нет. ?Лучший? производитель питателя — это тот, чье оборудование оптимально решает вашу конкретную задачу по критериям долговечности, ремонтопригодности и общей стоимости владения. Для кого-то это будет крупный завод с конвейерным производством, для кого-то — более гибкое специализированное предприятие вроде упомянутого Цзиньчжун Хунмин.
Мой совет: формулируйте техническое задание как можно детальнее. Не ?питатель 8?, а ?пластинчатый питатель для подамы рядового угля с кусковатостью до 500 мм, влажностью до 15%, производительностью 650 т/ч, с возможностью работы в реверсивном режиме?. Тогда и диалог с производителем будет предметным, и вы сможете оценить, насколько глубоко он вникает в ваш процесс.
И последнее. Не стесняйтесь запрашивать контакты существующих клиентов выбранного поставщика. Один разговор с главным механиком на действующем предприятии даст больше информации, чем двадцать красочных каталогов. Удачи в поиске вашего ?лучшего? питателя.