



Китай роторная молотковая дробилка производитель — надёжные решения для дробления
2026-04-14
Китай роторная молотковая дробилка производитель — это не абстрактный запрос в тендере. Это вопрос надёжности на 18 часов в сутки, когда конвейер не может ждать, а уголь — не прощает перерывов. Мы видели, как дробилки останавливались через три недели после пуска: из-за перегрева подшипников, износа ротора при влажном питании, неправильного подбора зазора между молотками и решёткой. Реальный опыт показывает: выбор по цене или внешнему виду — прямой путь к простою и переплате за экстренный ремонт.
Почему именно роторная молотковая дробилка — а не щековая или конусная?
Роторная молотковая дробилка решает задачу, которую другие типы не берут: дробление угля с высоким содержанием слабосвязанных пород, глинистых включений и влаги до 12–15 %. Щековые дробилки «задыхаются» от пыли и липкого материала. Конусные требуют предварительного грохочения и стабильной фракции. А роторная молотковая — работает напрямую с сырьём из бункера, даже с примесью древесины или пластиковых обрезков. Ключевое — не сама конструкция, а то, как она адаптирована к реальным условиям эксплуатации. Например, при влажности выше 10 % стандартная решётка забивается за 40 минут. Решение — регулируемая решётка с увеличенным шагом и самоочищающимися прорезями. Такие решения мы внедряли на трёх шахтах в Кузбассе — среднее время между чистками выросло с 40 минут до 7 часов.
Что скрывают технические паспорта — и что проверить лично
Производители часто указывают «максимальную производительность 300 т/ч», но молчат о том, при какой влажности, крупности входа и степени абразивности достигается этот показатель. На практике — при влажности 14 % и наличии 8–10 % глины производительность падает на 35–40 %. Вот что действительно важно проверить перед закупкой:
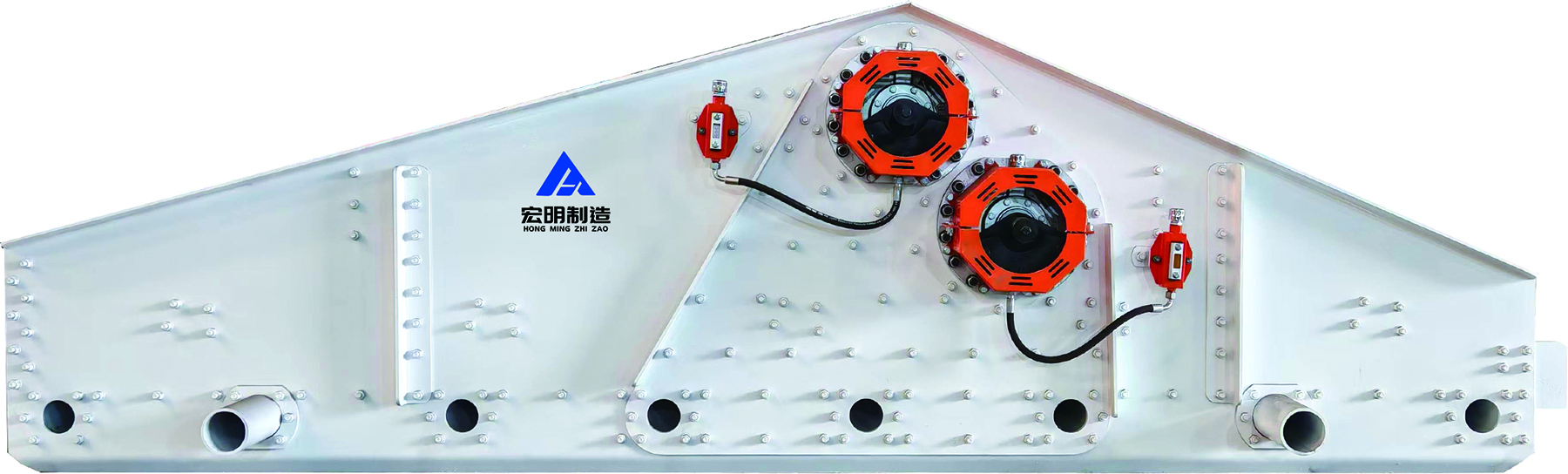
- Материал молотков: не просто «сталь 65Г», а термообработка — твёрдость HRC 58–62 по рабочей кромке, с переходом к более вязкой основе (HRC 35–40) для предотвращения хрупкого разрушения;
- Система крепления молотков: болтовое соединение быстро ослабевает при вибрации; предпочтение — плавающие оси с торцевыми фиксаторами и контрольным моментом затяжки;
- Угол атаки ротора: оптимальный диапазон — 15–22°, при меньшем угле снижается ударная эффективность, при большем — возрастает износ корпуса и энергозатраты на 12–18 %;
- Система охлаждения подшипников: при мощности свыше 160 кВт обязательна принудительная циркуляция масла с термоконтролем — простые масляные ванны здесь не работают.
Мы тестировали четыре модели с заявленной мощностью 200 кВт: две из них не выдержали нагрузку при 85 % от номинала — перегрев подшипников превысил +95 °C за 110 минут. Только одна модель сохранила температуру ниже +72 °C в течение 12 часов непрерывной работы.
Интеграция — не маркетинговый слоган, а условие успеха
Дробилка не работает в вакууме. Её эффективность зависит от согласованности с предыдущим и последующим оборудованием: расстояния до питателя, угла наклона подающего лотка, параметров грохота после дробления. Мы сталкивались с ситуацией, когда идеально подобранная дробилка давала 40 % переработанной фракции сверх нормы — из-за завышенной скорости ленточного питателя и отсутствия демпфирующего буфера. Решение — совместный инжиниринг: наши инженеры выезжают на площадку, замеряют параметры потока, рассчитывают скорость подачи, корректируют угол наклона и только потом запускают сборку. Это добавляет 7–10 дней к сроку поставки, но экономит от 120 000 до 350 000 рублей в год на электроэнергии и ремонте.
Китай роторная молотковая дробилка производитель — кто реально обеспечивает стабильность?
На рынке много поставщиков, но мало тех, кто контролирует весь цикл: от расчёта прочности ротора в ANSYS до финальной балансировки на стенде с вибродиагностикой. ООО Оборудование для отбора угля Цзиньчжун Хунмин — одно из таких предприятий. Оно проектирует дробилки под конкретные условия: влажность, абразивность, требуемую конечную фракцию, доступное напряжение сети. Производство включает собственную литейную базу для отливки роторов, термический цех для закалки молотков и испытательный полигон с имитацией 24-часовой нагрузки. На сайте jzhmsb.ru размещены не только каталоги, но и реальные отчёты по пусконаладке, включая замеры вибрации, температурных карт и графики стабильности производительности. Это не реклама — это документация, которую можно запросить перед закупкой. Потому что доверие строится не на словах, а на цифрах, зафиксированных в условиях, близких к вашим.