



Китай роторный питатель: инновации и надёжность?
2026-02-17
Китайский роторный питатель: инновации и надёжность?
Вот вопрос, который постоянно всплывает в разговорах на выставках или в переписке с заказчиками. Многие сразу представляют что-то дешёвое и сомнительное, но реальность, как обычно, сложнее и интереснее. Попробую разложить по полочкам, исходя из того, что видел сам на объектах и в цехах.
Откуда растут ноги у скепсиса
Не буду лукавить, лет десять назад отношение к китайскому тяжёлому оборудованию, особенно такому ответственному, как роторный питатель, было предсказуемым. Основные претензии — нестабильность материалов, зазоры ?на глазок?, проблемы с балансировкой ротора после полугода работы. Помню, на одной из обогатительных фабрик под Кемерово поставили пару таких агрегатов неизвестного производителя. Всё шло хорошо месяца три, а потом началась вибрация, будто внутри что-то открутилось. Вскрыли — оказалось, проблема в сварных швах на самом роторе и в подшипниковых узлах, которые просто не были рассчитаны на наши циклы нагрузки. Это был типичный случай ?скопировали форму, но не учли содержание?.
Именно такие истории и создали тот самый ?стеклянный потолок? доверия. Заказчики готовы были мириться с более долгой поставкой и высокой ценой европейских аналогов, лишь бы не иметь простоев. Но ситуация, на мой взгляд, стала заметно меняться где-то с середины 2010-х. Ключевое слово здесь — не ?дешевизна?, а адаптация. Те производители, которые решили всерьёз работать на внешний рынок, особенно на такой требовательный, как СНГ, поняли, что нужен иной подход.
Что изменилось в первую очередь? Подход к инжинирингу. Раньше часто присылали каталог с готовыми моделями — бери, что есть. Сейчас же нормальная практика — запросить ТЗ, условия работы (влажность, абразивность угля или породы, гранулометрический состав), даже фото места установки. И уже под это предлагают решения, часто с модификациями. Это уже не слепое копирование, а осмысленная разработка.
Где искать настоящую надёжность
Надёжность — это не про то, чтобы агрегат никогда не ломался. Это про то, чтобы его обслуживание и возможный ремонт были прогнозируемы, а узлы — доступны. Вот здесь у китайских поставщиков появился явный прогресс. Возьмём, к примеру, тот же узел ротора и привод. В старых моделях часто стояли стандартные мотор-редукторы, которые перегревались под постоянной нагрузкой. Сейчас же топовые производители перешли на модульную конструкцию привода с возможностью быстрой замены и усиленными опорами.
Один из показательных случаев был на предприятии в Красноярском крае. Там стоит линия с роторными питателями от компании ?Цзиньчжун Хунмин? (JZHM). Заглянул на их сайт — www.jzhmsb.ru — видно, что это не торговый дом, а именно производитель с полным циклом: от проектирования до монтажа. Так вот, на том объекте ключевым был вопрос износа лопастей из-за высокого содержания породы в угле. Местные инженеры совместно с китайскими технологами просто увеличили толщину наварного слоя на рабочих кромках и изменили его геометрию под конкретный угол падения материала. Мелочь? Нет, это именно та самая ?подгонка?, которая увеличила межсервисный интервал в полтора раза.
Кстати, про компанию ООО ?Оборудование для отбора угля Цзиньчжун Хунмин?. Если изучать их портфолио, видно, что они не пытаются делать всё на свете. Специализация — оборудование для подготовки угля. Это важно, потому что когда завод фокусируется на одной области, у него накапливается иной уровень понимания нюансов. Их роторный питатель — не отдельный товар, а часть возможной технологической цепочки, что сказывается на совместимости и продуманности присоединительных размеров.
Инновации или эволюция?
Часто в рекламе пишут громкое слово ?инновации?. В нашем контексте я бы назвал это скорее грамотной эволюцией. Прорывных технологий в конструкции роторного питателя за последние 20 лет не было. Всё дело в деталях и материалах. Например, переход на использование износостойких сталей типа Hardox для корпуса и лопастей — это не инновация в мировом масштабе, но для многих китайских заводов это был сознательный и затратный шаг к повышению конкурентоспособности.
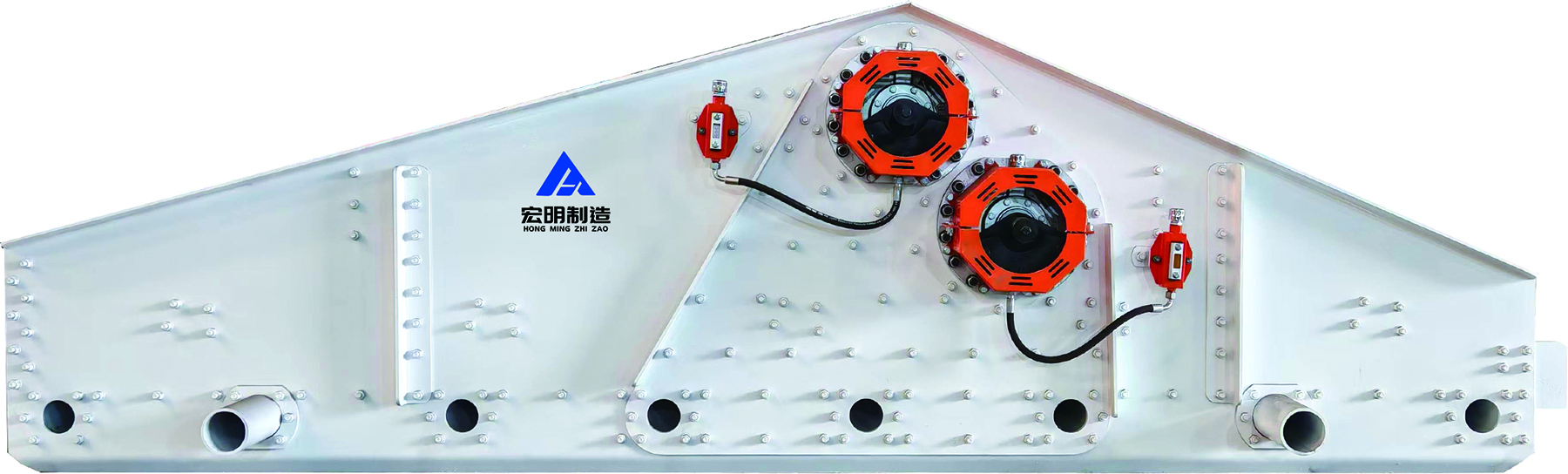
Ещё один момент — системы контроля и смазки. Видел модели, где реализована централизованная система автоматической смазки подшипниковых узлов с возможностью подключения к общему АСУ ТП. Это не ?наворот? ради галочки. На удалённых или сильно запылённых объектах регулярность ручной смазки — всегда слабое звено. Автоматизация этого процесса напрямую влияет на надёжность всего агрегата. Правда, здесь есть и обратная сторона: такая система требует качественных комплектующих (насосов, дозаторов), и если производитель сэкономит на них, получится головная боль.
Из интересного — некоторые производители экспериментируют с покрытиями. Не просто наплавка, а плазменное напыление керамико-металлических композитов на самые ответственные поверхности. В теории ресурс увеличивается кратно. На практике же столкнулся с тем, что такое покрытие очень критично к качеству подготовки поверхности и самому процессу нанесения. На одном из пробных образцов оно начало отслаиваться кусками через два месяца. Видимо, технологию ещё ?дожавают?. Но сам факт таких экспериментов говорит о движении вперёд.
Цена вопроса и скрытые затраты
Вот здесь и кроется главное преимущество, которое перевешивает для многих остаточный скепсис. Цена, даже с учётом логистики и таможни, может быть на 30-50% ниже, чем у европейского аналога сопоставимой, подчеркну, производительности. Но ?сопоставимой? — это ключевое. Нельзя сравнивать аппарат для подачи рядового угля и питатель для липких глинистых пород — это разные вещи по начинке.
Главный совет, который всегда даю: при расчёте бюджета нужно сразу закладывать стоимость комплекта наиболее изнашиваемых запасных частей на первый-полтора года эксплуатации. И лучше заказать их сразу вместе с оборудованием. Во-первых, выйдет дешевле. Во-вторых, они будут точно подходить (были казусы, когда через год производитель немного менял конструкцию лопасти, и ?родные? запчасти с новыми отверстиями не подходили к старым роторам).
И обязательно прописывать в контракте условия по шеф-монтажу и пусконаладке. Многие китайские компании, включая упомянутую JZHM, сейчас предоставляют таких специалистов. Это не просто ?приехал, посмотрел, уехал?. Настоящий шеф-монтаж — это когда их инженер неделю проводит с вашими механиками, вместе собирают, проверяют соосность, настраивают зазоры, запускают и берут первые рабочие параметры. Разница в качестве сборки ?своими силами по чертежам? и под контролем человека, который собирал такие агрегаты сотни раз, — колоссальна. Это прямая инвестиция в ту самую будущую надёжность.
Личный опыт и итоговые мысли
Работал с разными марками — и с теми, после которых хотелось всё выбросить, и с теми, что приятно удивляли. Вывод прост: нельзя говорить ?китайский? как о чём-то однородном. Рынок сегментирован. Есть кустарные мастерские, выдающие продукт сомнительного качества, а есть серьёзные заводы с собственными КБ, испытательными стендами и, что важно, обратной связью от клиентов.
Для себя выработал фильтр. Первое — наличие реального, а не стокового, каталога с техническими данными, чертежами общих видов и габаритов. Второе — готовность предоставить контакты других клиентов в СНГ (хотя бы 2-3), с которыми можно поговорить. Третье — прозрачность по составу основных узлов: какой марки подшипники, какой мотор-редуктор (часто ставят, к примеру, немецкий SEW или китайский аналог под лицензией — это тоже нормально, но нужно понимать).
Так что, возвращаясь к заглавному вопросу. Да, современный китайский роторный питатель от проверенного производителя — это вполне надёжное и технологичное решение. Его инновационность — не в изобретении велосипеда, а в гибкой адаптации проверенных решений под конкретные, подчас очень жёсткие, условия заказчика. Это инструмент, который требует грамотного выбора и такого же грамотного ввода в эксплуатацию. Если эти условия соблюдены, он отработает свои деньги сполна и не создаст проблем. А большего от любого оборудования, в сущности, и не требуется.