



Китай: сито дуговое заводы — инновации и экология?
2026-03-16
Когда слышишь ?китайские дуговые сита?, первое, что приходит в голову многим — это дешёвые копии, гонка объёмов в ущерб качеству, да и с экологией там будто бы не очень. Работая с оборудованием для обогащения угля, я долго и сам находился под влиянием этих стереотипов. Но реальность, с которой столкнулся за последние годы, куда сложнее и интереснее. Это не просто история о том, как Китай наводнил рынок, а о том, как внутри этой индустрии происходит тихая, но очень конкретная ломка подходов. Речь не о громких заявлениях, а о деталях в цеху, о материалах, которые ведут себя иначе после модификации, и о постоянном поиске баланса между стоимостью, ресурсом работы и тем самым давлением в сторону ?зелёных? стандартов, которое теперь есть везде.
От стереотипа к спецификации: что на самом деле производят
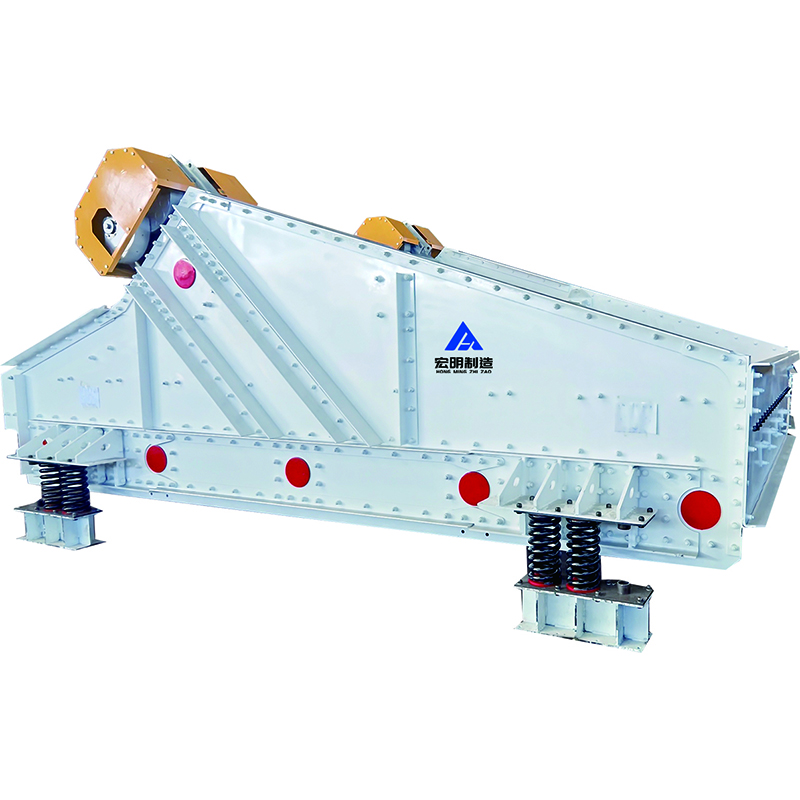
Если раньше китайский завод часто был чёрным ящиком, который выдавал продукт по общим каталогам, то сейчас всё упирается в детализацию. Возьмём, к примеру, само дуговое сито. Казалось бы, простая конструкция: профили, сетка. Но вот нюанс — качество и состав пружинной стали для тех самых дуг. Раньше частой проблемой была усталостная поломка, особенно при работе с влажным, липким материалом. Сейчас же от поставщиков, с которыми работаем, мы получаем не просто сертификат на сталь, а рекомендации по режимам натяжения в зависимости от фракции и влажности угля. Это уже другой уровень диалога.
Я помню, как лет пять назад мы заказали партию сит у одного провинциального завода. Сита были дешёвые, но уже через месяц работы на обогатительной фабрике под Воркутой начался массовый обрыв дуг. Причина — хладноломкость материала при наших температурах. Завод тогда развёл руками: мол, в спецификации климатику не указали. Сейчас такой разговор просто не состоялся бы. Ведущие производители, такие как ООО Оборудование для отбора угля Цзиньчжун Хунмин (их сайт — https://www.jzhmsb.ru), изначально закладывают в диалог вопросы по условиям эксплуатации. Они позиционируют себя не как простой цех, а как предприятие с полным циклом от проектирования до монтажа, и это чувствуется. В их техописаниях уже видишь не просто чертёж, а расчёт нагрузок, рекомендации по обслуге.
Именно в таких деталях и кроется инновация. Это не всегда прорывная технология, а часто — инженерная доработка до состояния надёжности. Например, переход на лазерную резку профилей для дуг вместо плазменной. Разница в цене есть, но и геометрия точнее, меньше напряжений в металле, а значит, и ресурс выше. Заводы стали понимать, что продавать нужно не тонну металла, а моточасы бесперебойной работы. Это и есть их главный аргумент сегодня.
Экология как инженерная задача, а не пиар
Слово ?экология? в контексте тяжёлого оборудования часто вызывает скепсис. Мол, какая экология от грохочущего сита? Но тут всё сместилось в плоскость ресурсоэффективности и снижения вредного воздействия на этапе самой работы. Основной вызов — пыль. Работа с угольной мелочью — это постоянная борьба с пылеобразованием.
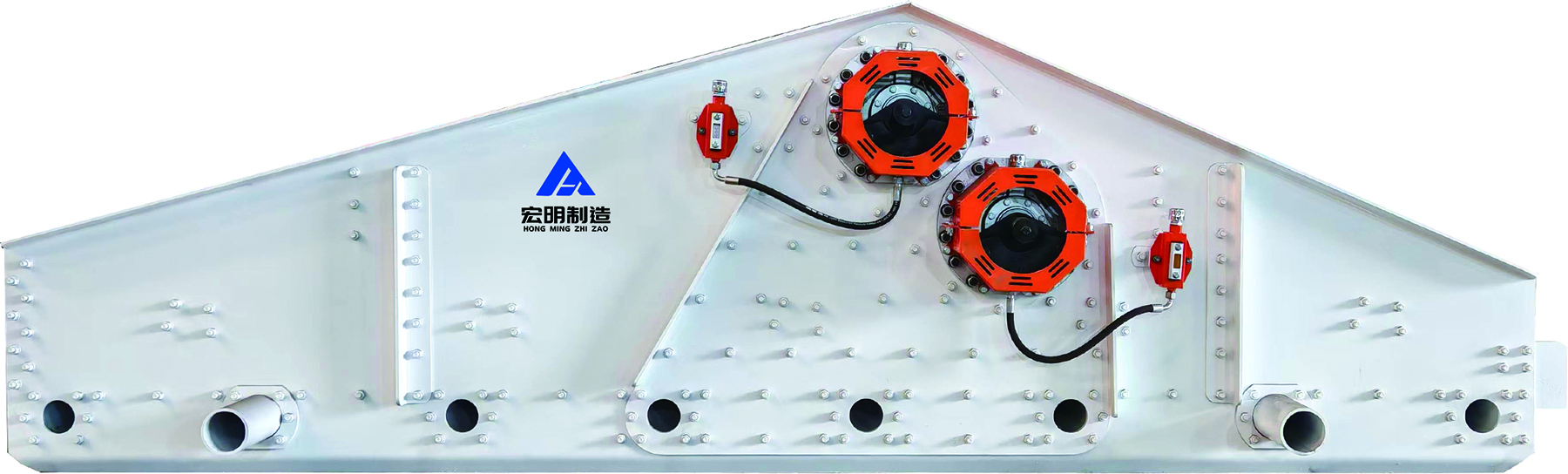
Один из самых показательных кейсов, который я наблюдал, — это интеграция систем аспирации и орошения прямо в конструкцию сита дугового. Раньше это было два отдельных контура: сито грохочет, а сверху ставят кожух с пылеотсосами. Сейчас же на заводах, вроде упомянутого Цзиньчжун Хунмин, предлагают модульные решения. Сита проектируются сразу с каналами для подачи тумана или с фланцами для подключения аспирационных рукавов. Это не просто приваренные трубки. Это расчёт давления, капельного спектра, чтобы не переувлажнить продукт и не убить эффективность грохочения.
Был у нас опыт с установкой таких ?экологичных? сит на разгрузке дробилки. Изначально заказчик сомневался — дороже же. Но когда посчитали, что сократили расходы на фильтры для системы общей аспирации и снизили простои на их чистку, экономия за два года отбила всю переплату. Для завода это тоже выгодно: они продают не просто уловитель пыли, а готовое технологическое решение, которое снижает эксплуатационные расходы клиента. Вот эта взаимная выгода и двигает реальные, а не бумажные экологические решения.
Материалы и покрытия: где искать компромисс
Один из главных вопросов при выборе — износостойкость. Сетка, те самые дуги — они постоянно в абразивной среде. Раньше стандартом была обычная высокоуглеродистая сталь с напылением. Служила недолго, особенно на фракциях 0-6 мм. Сейчас тренд — композитные материалы и специализированные покрытия.
Например, внедрение полиуретановых вставок в местах максимального износа на дугах. Звучит просто, но была масса проб и ошибок. Первые образцы, которые мы тестировали, отлетали через неделю — не выдерживали ударных нагрузок от крупных кусков. Китайские инженеры тогда не сдали назад, а начали итерации: меняли твёрдость полиуретана, способ крепления (не на клей, а на механический замок), форму. Сейчас это уже серийное решение, которое увеличивает ресурс узла в 2-3 раза. И это не какая-то секретная технология, а результат кропотливой работы с обратной связью от мест эксплуатации.
То же самое с антикоррозийной обработкой. Гальваническое цинкование уходит в прошлое. Всё чаще видишь предложения по порошковому окрашиванию по спецификации RAL, причём с обязательным этапом фосфатирования. Для нашего климата с перепадами температур и влажности это критически важно. Завод Оборудование для отбора угля Цзиньчжун Хунмин в своих материалах прямо указывает на использование покрытий на эпоксидной основе для агрессивных сред. Это говорит о том, что они мыслят категориями не ?продали и забыли?, а долгосрочной работы оборудования. Клиент, который видит такие детали в спецификации, понимает, что имеет дело с серьёзным подрядчиком.
Логистика и адаптация: подводные камни успеха
Всё это было бы прекрасно, если не считать логистику и монтаж. Вот где часто и кроются неудачи, которые портят всю картину. Китайские заводы научились делать хорошее ?железо?, но с документацией и адаптацией под стандарты заказчика бывают провалы. Помню историю, когда сита пришли идеально упакованные, но в электромоторах были установлены частотные преобразователи, не сертифицированные для использования в ЕАЭС. Пришлось срочно менять на месте, что вылилось в простой и дополнительные расходы.
Сейчас прогресс налицо. Всё чаще в контракте явно прописывается соответствие не только китайским GB, но и европейским EN или российским ГОСТ (там, где это применимо). Более того, некоторые производители, включая jzhmsb.ru, предлагают услуги шеф-монтажа и пусконаладки своими силами. Это огромный шаг вперёд. Приезжает их специалист, который знает оборудование от и до, и вместе с нашей бригадой собирает и настраивает. В такие моменты стирается грань между ?их? продуктом и ?нашей? линией. Оборудование перестаёт быть импортным чёрным ящиком и становится частью нашего технологического процесса.
Ещё один момент — запасные части. Раньше ждать консигнацию дуг или сетки можно было месяцами. Сейчас многие заводы организуют склады запчастей в ключевых регионах, например, в Казахстане или прямо в России. Для нас, эксплуатационщиков, это решающий фактор. Оборудование — не музейный экспонат, оно ломается. И возможность получить нужную деталь за неделю, а не за два месяца, часто важнее, чем небольшой процент экономии на первоначальной закупке.
Взгляд вперёд: что дальше?
Куда всё движется? На мой взгляд, следующий этап — это цифровизация самого оборудования. Речь не об умных заводах, а о простых и надёжных датчиках. Вибрация, температура подшипников, равномерность нагрузки на дуги — телеметрия этих параметров в реальном времени. Вижу, что некоторые китайские производители уже экспериментируют с этим, предлагая опциональные комплекты сбора данных. Пока это сыровато, интерфейсы неудобные, но направление верное.
Главный вывод, который я для себя сделал, работая с ситами дуговыми из Китая последнего поколения: это уже не рынок дешёвого ширпотреба. Это рынок технологичных решений среднего и даже высокого уровня, где ценник формируется не стоимостью стали, а инженерными наработками, качеством сборки и комплексным сервисом. Да, можно найти и откровенный хлам, но если подходить к выбору вдумчиво, запрашивать детальные спецификации и работать с проверенными поставщиками с полным циклом, вроде Цзиньчжун Хунмин, то результат будет предсказуемо качественным.
И да, про экологию. Она становится неотъемлемой частью этого качества. Меньше пыли — лучше условия труда, меньше потерь продукта, меньше нагрузка на окружающую инфраструктуру фабрики. В конечном счёте, это та самая разумная экономика, где инновации служат не для галочки в отчёте, а для конкретной эффективности здесь и сейчас. И китайские производители оборудования для подготовки угля, судя по всему, это хорошо усвоили.