



Где поставщики грохота для угля из Китая?
2026-01-28
Частый вопрос, но ответ не так прост, как кажется. Многие сразу лезут на Alibaba, думая, что там всё решается. На деле, найти толкового поставщика грохота — это почти детективная работа, где цена часто последнее, на что смотришь.
О чём на самом деле речь, когда ищешь грохот
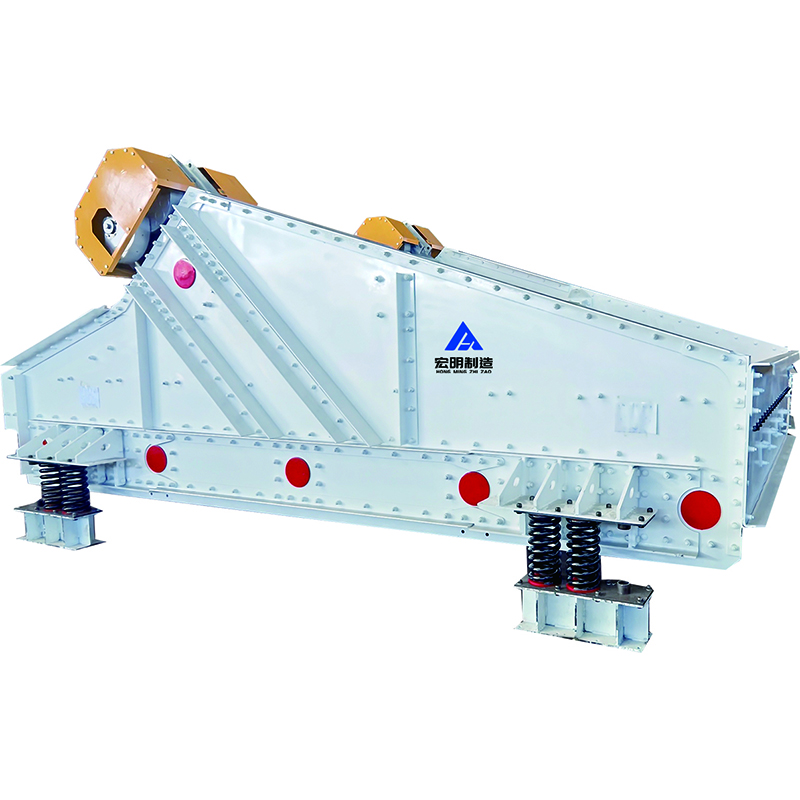
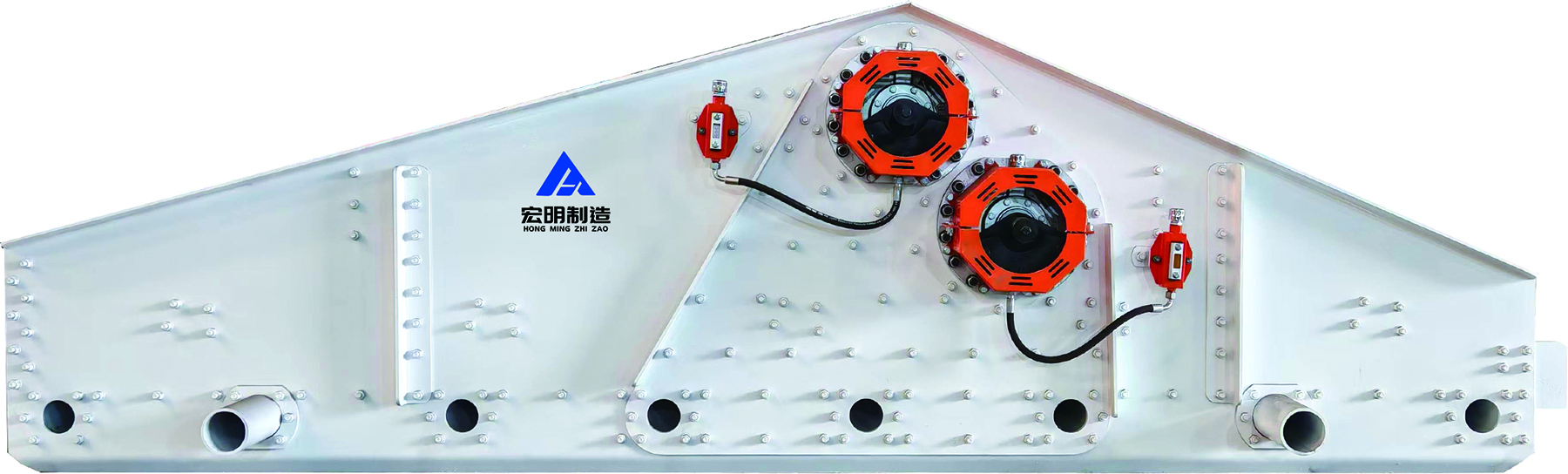
Слово ?грохот? общее. Под ним скрывается и простой вибрационный грохот для предварительной сортировки рядового угля, и сложные барабанные грохоты для обезвоживания, и дуговые сита для классификации мелких фракций. Если ты сходу не уточнишь, что именно нужно — жди проблем. Сам попадал в ситуацию, когда привезли оборудование для мокрого грохочения, а у нас процесс сухой. Виноват сам, недоговорил.
Китайские заводы часто специализируются. Один делает отлично тяжелые инерционные грохоты для крупного класса, другой выстрелил с линейными виброгрохотами для тонкой сортировки. Нужно понимать технологическую карту своего производства: какая крупность, какая влажность, какая требуемая производительность. Без этого даже с самым честным поставщиком будет разговор глухих.
Здесь стоит отметить, что некоторые предприятия предлагают комплексный подход. Вот, к примеру, ООО Оборудование для отбора угля Цзиньчжун Хунмин (сайт — https://www.jzhmsb.ru). Они не просто продают сита или короба. Как указано в их описании, это современное предприятие с полным циклом от проектирования до монтажа. Для меня такой подход часто предпочтительнее — меньше головной боли со стыковкой узлов от разных производителей.
Где искать: неочевидные точки входа
Alibaba и Made-in-China — это витрина, часто завышенная. Реальные контакты и цены находятся на шаг глубже. Хорошо работают отраслевые выставки вроде China Coal & Mining Expo. Там можно не только посмотреть оборудование в металле, но и пообщаться с инженерами, а не только с менеджерами по продажам. Запомнил одного такого, который на салфетке нарисовал схему усиления короба под наши нагрузки — сразу стало понятно, что человек в теме.
Ещё один канал — профессиональные форумы и сообщества в WeChat. Там общаются сами китайские технологи и механики с заводов. Через общих знакомых можно выйти на реального руководителя производства, минуя десять посредников. Правда, тут нужен или хороший переводчик, или хотя бы базовый технический китайский.
Не стоит сбрасывать со счетов и прямые визиты. Да, это дорого и долго. Но одна поездка на два-три завода в провинции Хэнань или Шаньси даёт больше понимания, чем месяц переписки. Видишь, как варится сталь, как собираются вибромоторы. Улавливаеваешь разницу между сборочным цехом и полноценным производством.
Подводные камни: что не пишут в каталогах
Первое — это материалы. В каталоге пишут ?высокопрочная сталь?. А какая именно? Q345? HARDOX? От этого зависит ресурс ситовой поверхности, особенно при работе с абразивным углём. Однажды сэкономили на этом пункте — через полгода сита как решето. Пришлось экстренно заказывать комплект из износостойкой стали, проект встал.
Второе — виброизоляция и фундамент. Многие китайские поставщики дают стандартные рекомендации по бетонированию. Но грунты у нас разные, тоннаж другой. Если не предоставить им данные по месту установки заранее, могут прислать типовой проект. Потом грохот ?пляшет?, фундамент трескается. Лучше сразу требовать расчёт под твои условия — нормальные инженеры его сделают.
Третье, и самое болезненное — электроника и управление. Частотные преобразователи, датчики, системы контроля вибрации. Здесь разброс по качеству огромен. Можно поставить дешёвый местный преобразователь, а можно — Siemens или Schneider. Разница в цене в разы, разница в надёжности — в годах бесперебойной работы. Этот момент надо жёстко фиксировать в спецификации.
Кейс: от поиска до запуска
Был у нас проект по замене старого грохота на обогатительной фабрике. Нужен был грохот для угля с высокой пропускной способностью и возможностью отсева глинистых пород. Нашли через контакты с выставки три завода-претендента. Два прислали красивые презентации с рендерами, третий — Оборудование для отбора угля Цзиньчжун Хунмин — прислал инженера на уже действующий объект (благо, были другие их машины). Он замерил уровни, взял пробы угля, посмотрел на условия.
В итоге их предложение было не самым дешёвым. Но в нём был расчёт на наши существующие фундаменты, предложение по адаптации системы подачи и, что ключевое, они взялись за шеф-монтаж и пусконаладку. Не просто привезли и уехали, а работали до выхода на проектную мощность.
Сам процесс поставки тоже был не без сучка. Задержалась отгрузка из-за проблем с лакокрасочным покрытием (их техконтроль забраковал партию). Понадобилась замена подшипникового узла на более защищённый от пыли по нашему требованию уже в процессе изготовления. Но всё решалось через общего чат с их проектировщиком и нашим технологом. Это ценно.
Итоговые соображения: не где, а как
Так где же поставщики? Они везде и нигде. Нет единой базы. Есть процесс поиска, отсева и выстраивания отношений. Ключевое — найти не просто фабрику, а ответственного партнёра, который готов вникнуть в твою задачу, а не продать короб с мотором.
Сейчас, оглядываясь, понимаю, что успех на 70% зависит от чёткости ТЗ с нашей стороны и на 30% — от компетентности поставщика. Если ты сам не знаешь, что тебе нужно, тебе продадут что угодно. А если знаешь — сможешь вести диалог на равных, требовать изменения чертежей, испытания на заводе на твоём сырье.
Поэтому на вопрос ?Где?? я бы ответил: начни с глубокого анализа своего производства. Потом ищи не поставщика, а инженерную команду. И помни, что даже с лучшим поставщиком грохота из Китая тебе придётся много часов провести в переписке, уточняя каждую мелочь. Это и есть работа.