



Грохот для угля: инновации и экология?
2026-02-02
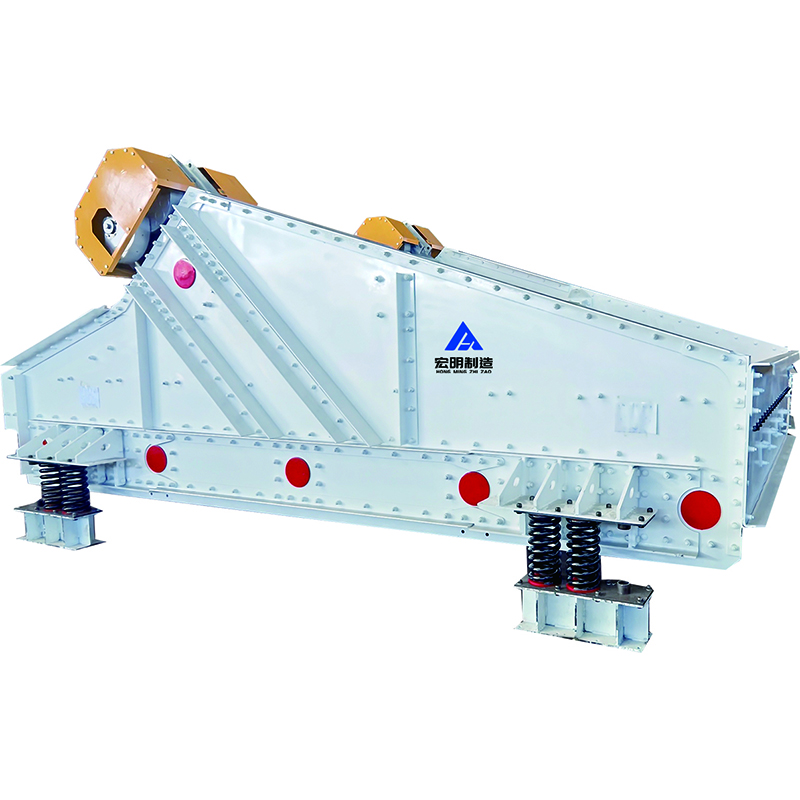
Когда слышишь ?грохот для угля?, первое, что приходит в голову — шум, пыль, грубая сталь. Многие до сих пор считают, что главное — это просеять, а как — неважно. Но за последние лет десять всё перевернулось. Теперь, если твой грохот только грохочет, а не думает об экономии энергии и пылеподавлении, то ты уже вчерашний день. Сам через это прошёл, когда на старой шахте пытались модернизировать советские СМД — в итоге больше проблем, чем пользы.
От ?железных коробок? к умным системам
Раньше грохот был просто ящиком с сеткой, который трясётся. Основная задача — разделение по фракциям, и всё. Но сейчас, особенно с ужесточением экологических норм, этого мало. Вспоминаю проект на разрезе в Кузбассе, где заказчик требовал не просто высокую производительность, но и минимальный выброс пыли. Ставили многоситные аппараты, но проблема была в герметичности узлов загрузки и разгрузки. Приходилось допиливать на месте, ставить дополнительные резиновые уплотнения и кожухи. Это был не готовый продукт, а постоянная доводка.
Современные инновации тут — это не про космические технологии, а про детали. Например, переход на полиуретановые сита вместо стальных. Казалось бы, мелочь. Но срок службы вырос в 3-4 раза, шум упал значительно, да и слеживаемость влажного угля уменьшилась. Правда, есть нюанс: не каждый полиуретан подходит для морозов, под -30°C некоторые становятся хрупкими. Учились на ошибках, когда на одной из зимних смен получили массу разрывов.
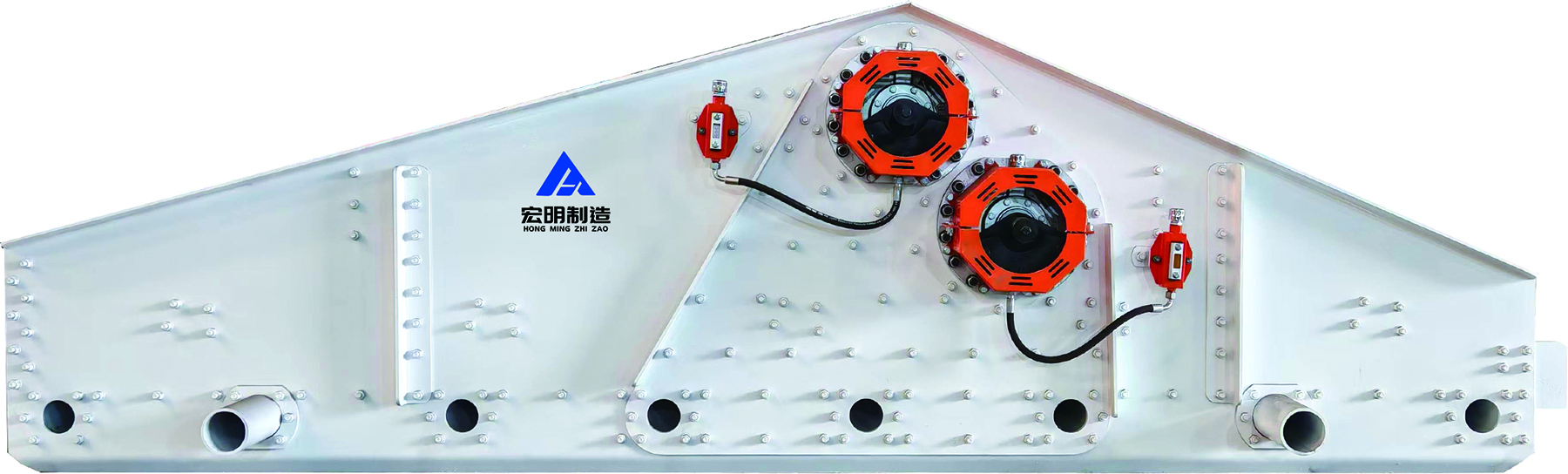
Ещё один момент — вибрационные приводы. Раньше ставили классические дебалансные, которые передают колебания на всю раму и фундамент. Сейчас всё чаще идут на мотор-вибраторы с регулируемой частотой и амплитудой. Это позволяет подстраивать процесс под влажность угля, что напрямую влияет на эффективность грохочения и, что важно, на пылеобразование. Меньше холостых ударов по материалу — меньше мелкой взвеси в воздухе. Но и тут не без подводных камней: электроника таких приводов боится угольной пыли, нужна качественная защита IP.
Экология: не просто фильтр на выхлопе
Экологические требования сейчас — это не только про то, чтобы поставить аспирационную установку в конце линии. Речь идёт о встроенных решениях. Самый простой пример — аспирационные кожухи, интегрированные прямо в корпус грохота. Они отсасывают пыль в момент отрыва материала от сита, где её образование максимально. Но эффективность зависит от правильного расхода воздуха. Слишком слабый отсос — пыль уходит, слишком сильный — вместе с пылью уносит мелкий уголь, теряем продукт.
Видел интересные гибридные решения, где используется туманообразование для пылеподавления прямо на грохоте. Микрочастицы воды осаждают пыль, не смачивая основную массу угля. Однако в сильные морозы это превращается в проблему обледенения. На одном из предприятий под Красноярском такой эксперимент привёл к образованию ледяной корки на ситах и полной остановке линии. Пришлось срочно демонтировать.
Поэтому сейчас тренд — это комплексный подход. Не отдельный ?экологичный грохот?, а система, где и конструкция, и привод, и система пылеподавления, и даже архитектура здания грохочения проектируются вместе. Это снижает общие энергозатраты. Например, если правильно расположить агрегат и использовать естественную вентиляцию цеха, можно на 15-20% снизить мощность принудительной аспирации.
Практика и неудачи: что не пишут в каталогах
В каталогах всё выглядит гладко: производительность, фракции, мощность. Но реальность сложнее. Одна из частых проблем — это забивание сит при работе с влажным или глинистым углём. Автоматические системы очистки (шариковые, щёточные) помогают, но не всегда. На одном обогатительном комплексе ставили грохот с ударными очистителями. В теории — отлично. На практике — постоянные поломки креплений этих очистителей из-за ударных нагрузок. В итоге перешли на систему струйной продувки сжатым воздухом, но это потребовало установки дополнительного компрессора.
Ещё один болезненный момент — износ просеивающих поверхностей в зонах подачи материала. Даже с полиуретановыми накладками поток угля, падающий с конвейера, выедает за год-полтора канавку. Приходится либо делать сменные изнашиваемые пластины в этой зоне, что усложняет конструкцию, либо мириться с частым ремонтом. Это та деталь, которую часто упускают на этапе проектирования.
Сотрудничали, например, с ООО Оборудование для отбора угля Цзиньчжун Хунмин. На их сайте jzhmsb.ru указано, что они интегрируют весь процесс от разработки до монтажа. Это критически важно. Когда производитель не просто продаёт тебе железо, а сам проектирует и знает, как оно будет стоять в цеху, это другое дело. Они, к примеру, предлагали для наших условий грохот с усиленной рамой в зоне загрузки и предустановленными местами под аспирационные патрубки. Это сэкономило время на монтаж и адаптацию. Их подход как современного предприятия, специализирующегося на полном цикле, — это именно то, чего не хватает многим поставщикам, которые работают по принципу ?продал и забыл?.
Инновации или здравый смысл?
Часто под инновациями понимают что-то цифровое: датчики, IoT, облачный мониторинг. Это, безусловно, нужно. Датчики вибрации на подшипниках могут предсказать выход из строя за недели. Но самая полезная ?инновация? в моей практике оказалась проще. Это была система подсветки и видеонаблюдения за ситами в реальном времени. Оператор с пульта видел, не забились ли ячейки, и мог скорректировать подачу или включить очистку. Просто? Да. Но эффективность работы секции грохочения выросла на 8-10% просто за счёт сокращения простоев на визуальный осмотр.
Другое направление — материалы. Помимо полиуретана, пробуют различные композитные покрытия для снижения адгезии влажного материала. Но они дороги, и их ремонтопригодность в полевых условиях близка к нулю. Сломалось — меняй весь модуль. Не всегда это рентабельно для российских условий, где ремонт часто должен быть быстрым и ?кустарным?.
Поэтому истинная инновация, на мой взгляд, — это баланс между новыми технологиями и надёжностью. Аппарат, который работает 20 часов в сутки в агрессивной среде, не может состоять из исключительно высокотехнологичных, но неремонтопригодных на месте компонентов. Конструкция должна допускать замену ключевых изнашиваемых частей силами местной ремонтной бригады за одну смену.
Что в итоге? Взгляд вперёд
Так где же пересекаются инновации и экология в грохочении угля? В энергоэффективности. Меньше бесполезных вибраций — меньше потребление энергии. Более точное разделение — меньше переизмельчения материала и возврата в цикл, а значит, опять же, экономия энергии дробилок. Эффективное пылеподавление — это не только соблюдение ПДК, но и возврат уловленного угольного шлама обратно в продукт, то есть снижение потерь.
Будущее, видимо, за модульными и легко адаптируемыми системами. Чтобы можно было на одну базовую раму, в зависимости от задачи и сырья, устанавливать разные типы просеивающих поверхностей, приводов и систем пылеулавливания. Это снизит и стоимость, и сроки изготовления.
Главный вывод из практики: не бывает идеального грохота на все случаи жизни. Универсальное решение — это всегда компромисс. Задача инженера и поставщика, вроде ООО Оборудование для отбора угля Цзиньчжун Хунмин, — не впарить самую навороченную модель, а понять специфику конкретного угля, климата, режима работы и существующей инфраструктуры. Только тогда инновации перестают быть дорогой игрушкой и начинают реально работать на производительность и экологию. А экология в нашей отрасли — это уже не просто отчётность, а вопрос экономической эффективности и, в конечном счёте, выживания предприятия.