



Китай: инновации в вибрационных питателях?
2026-02-13
Когда слышишь ?китайские вибрационные питатели?, у многих до сих пор возникает образ дешёвого оборудования с сомнительной надёжностью. Но за последние 5-7 лет картина радикально изменилась. Я сам долго скептически относился, пока не столкнулся с проектом, где китайский вибрационный питатель отработал в тяжёлых условиях дольше, чем его европейский аналог, который стоил втрое дороже. Это заставило глубоко копнуть. Инновации тут не в громких заявлениях, а в тихой, упорной работе над конкретными узлами и материалами, о которых мало пишут в брошюрах.
Откуда взялся этот ?скачок?? Не только копирование
Раньше да, копировали. Брали старые советские и немецкие схемы, упрощали, делали из обычной стали вместо специальной. Результат предсказуем: высокий износ резонансных пружин, быстрый выход из строя вибраторов, проблемы с регулировкой потока. Но китайские инженеры — практики. Они увидели, что мировой рынок требует не просто дешёвого, а рентабельного оборудования. Начали инвестировать в собственные НИОКР, причём с фокусом на прикладные задачи: как увеличить ресурс подшипникового узла, как сделать короб более жёстким без увеличения массы, как защитить электродвигатель от перегрева в условиях угольной пыли.
Ключевым стал переход на симуляцию. Теперь прежде чем запустить в металл, проводят многоуровневое компьютерное моделирование динамических нагрузок. Это позволило оптимизировать геометрию короба и расположение рёбер жёсткости. Визуально питатель может выглядеть похоже, но его ресурс вырос в разы за счёт правильного распределения напряжений. Я видел отчёты по усталостным испытаниям от одного производителя — цифры были сопоставимы с ведущими европейскими брендами.
Важный момент — материалы. Вместо универсальной стали 45 теперь часто идёт износостойкая сталь Hardox для лотка или специальные марки для изготовления вибрационных возбудителей. Это не везде, конечно. Но на предприятиях, которые работают на экспорт в СНГ, типа ООО ?Цзиньчжун Хунмин?, это уже стандарт для линеек премиум-класса. На их сайте https://www.jzhmsb.ru видно, что они позиционируют себя как комплексный поставщик для угольной подготовки — от проектирования до монтажа. Это значит, что они вынуждены отвечать за весь цикл, а не просто продать ?железо?. Такой подход дисциплинирует.
Где конкретно искать эти инновации? Разбираем по узлам
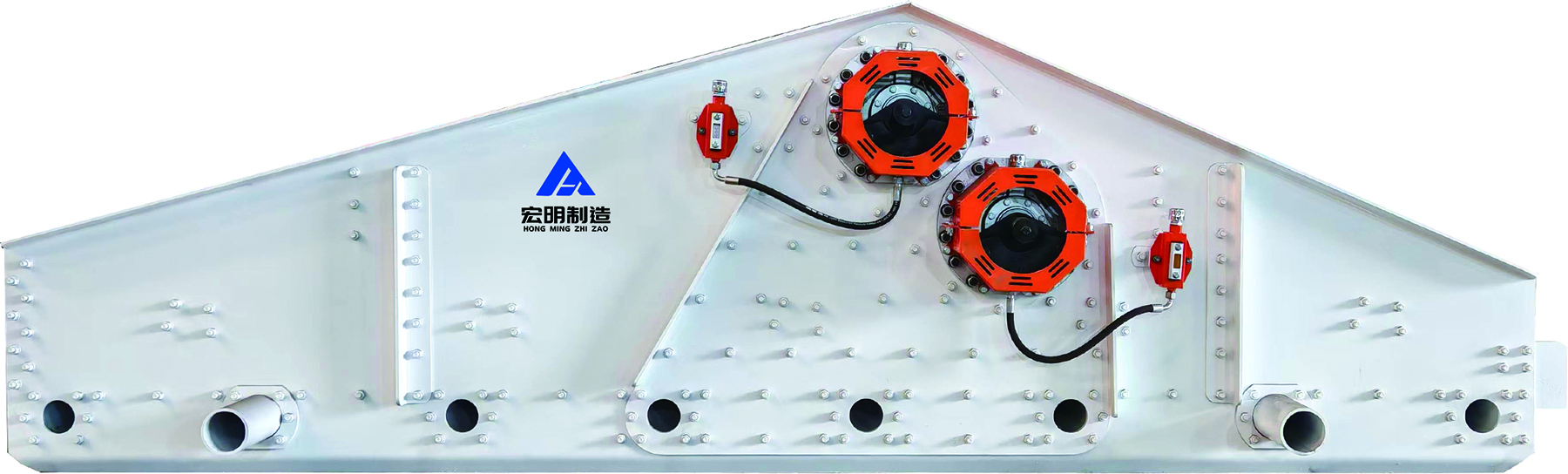
Если смотреть ?под капот?, то прогресс очевиден в трёх зонах. Первая — сам вибровозбудитель. Вместо классических дешёвых подшипников качения стали ставить более надёжные, с улучшенной системой смазки и защитными лабиринтными уплотнениями. Встречал модели, где вал выполнен как единое целое с эксцентриковыми грузами, что снижает биение и дисбаланс. Шум и нагрев меньше.
Вторая зона — система подвеса и амортизации. Здесь экспериментируют активно. Помимо стальных винтовых пружин, теперь предлагают и резино-металлические композитные амортизаторы. Они лучше гасят высокочастотные паразитные вибрации, передающиеся на несущие конструкции. Для тяжёлых питателей это критично. Сам видел, как на одной обогатительной фабрике замена обычных пружин на такие композиты снизила общий вибрационный фон в зоне установки на 15-20%.
Третья, и, пожалуй, самая важная для пользователя — система управления. Ручные регуляторы напряжения на автотрансформаторе уходят в прошлое. Стандартом де-факто становятся частотные преобразователи, встроенные прямо в шкаф управления. Это даёт плавный пуск (бережёт двигатель и редуктор) и точную регулировку производительности в диапазоне от 10 до 100%. Но есть нюанс: качество этих ПЧ разное. У топовых производителей ставят брендовые (Siemens, Danfoss), у других — свои или китайские аналоги. Надо смотреть спецификацию. Эта деталь часто ?забывается? при обсуждении цены.
Полевые испытания: теория vs. реальность на угольном складе
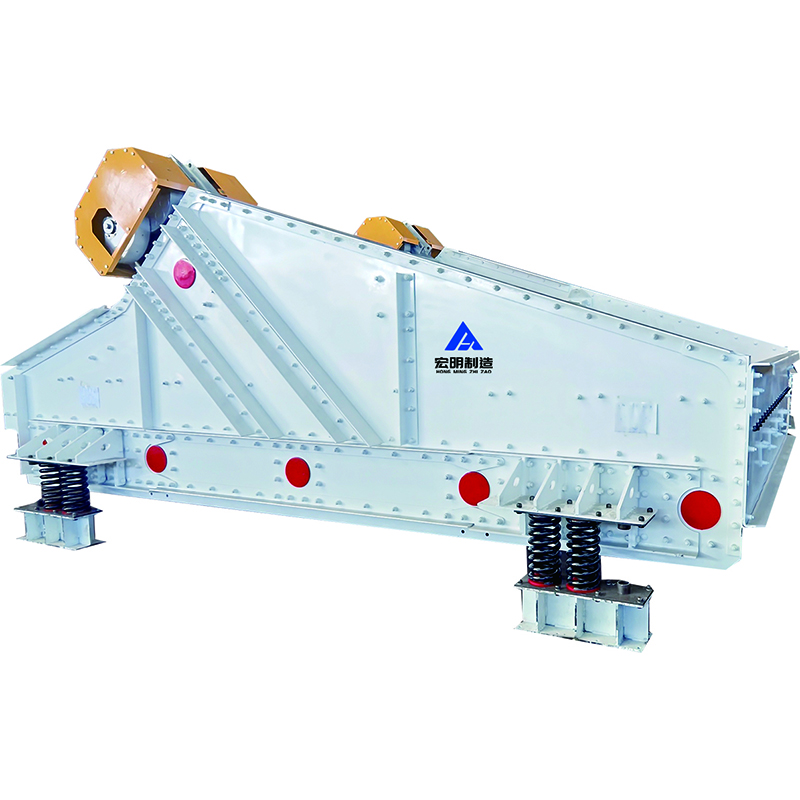
Всё это хорошо в каталогах. Но как оно работает? Приведу случай из практики. На одном из разрезов в Кузбассе стояла задача организовать равномерную подачу рядового угля с крупностью до 500 мм на грохот. Старый питатель постоянно забивался, от вибрации трескались сварные швы. Поставили пробный китайский питатель с инерционным приводом от уже упомянутой компании. Конструктивно — ничего сверхъестественного: усиленный лоток из Hardox 400, два вибромотора, частотник.
Первое, что отметили монтажники — продуманность узлов крепления и подводки кабелей. Всё было доступно для обслуживания. Запустили. Настройка амплитуды через ЧП заняла минут 15, а не полдня, как раньше. Но проблема вылезла не там, где ждали. При работе на максимальной производительности в сильный мороз (-35°) резиновые вставки в амортизаторах дубели, и вибрация начала передаваться на каркас. Пришлось оперативно, уже на месте, вместе с приехавшим китайским инженером (да, была такая техподдержка) менять их на морозостойкий состав. После этого — отлично.
Этот кейс показал главное: инновации — это не только ?железо?, но и готовность дорабатывать под реальные условия. Оборудование ООО ?Цзиньчжун Хунмин? отработало два сезона без серьёзных поломок. Ресурс лотка до первой заметной выработки составил около 11 месяцев при круглосуточной работе — очень достойный показатель для абразивного угля.
О чём не кричат в рекламе: слабые места и подводные камни
Конечно, не всё идеально. Есть типичные ?болезни?, о которых нужно знать. Первая — это качество сварочных работ. Даже на хорошем оборудовании иногда встречаются непровары или недостаточная зачистка швов в невидимых местах, например, внутри рёбер жёсткости. Со временем от вибрации там могут пойти трещины. Теперь при приёмке мы обязательно делаем выборочный УЗК-контроль сварных соединений.
Вторая — комплектующие. Экономия на конвейерной резине для боковых ограждений или на болтах крепления вибромоторов — обычная история у производителей среднего ценового сегмента. Болты могут быть низкого класса прочности и просто срезаться. Мы сразу заводим правило: критичный крепёж меняем на свой, проверенный.
Третье — документация. С этим стало лучше, но иногда перевод инструкций по настройке резонансных вибрационных питателей оставляет желать лучшего. Схемы электрические могут быть неполными. Хорошо, что у крупных поставщиков, имеющих представительства в СНГ, как у JZHM, уже есть техдокументация на русском, составленная грамотно. Это большой плюс для эксплуатации.
Куда всё движется? Взгляд в ближайшее будущее
Тренд очевиден: цифровизация и ?умное? сопровождение. Речь не о революции, а об эволюции. Уже сейчас ведущие китайские заводы предлагают опциональную установку датчиков вибрации и температуры на подшипниковых узлах с выводом данных на диспетчерский пульт. Это переход от планового ТО к обслуживанию по фактическому состоянию.
Другое направление — модульность. Питатели проектируются так, чтобы можно было легко заменить целый узел, например, виброблок, без демонтажа всей машины. Это сокращает время простоя. Видел прототип, где короб питателя состоит из секций, соединённых болтами. Износилась одна — меняешь только её, а не весь лоток.
И, наконец, экология и энергоэффективность. Новые двигатели с классом защиты IP66 и высоким КПД, оптимизированные кинематические схемы, снижающие потребляемую мощность на тонну продукции. Это уже не просто ?дешёвая рабочая лошадка?, а расчётливое вложение, где считают совокупную стоимость владения. Китайские производители, которые хотят удержаться на внешнем рынке, вроде тех, кто делает оборудование для подготовки угля ?под ключ?, это хорошо поняли. Их инновации — это ответ на реальные боли эксплуатационников, а не ради галочки в патенте.
Так что, отвечая на вопрос из заголовка: да, инновации есть, они substantive и направлены на практический результат. Но выбирать нужно не по стране происхождения, а по конкретному производителю, его репутации и готовности нести ответственность за свой продукт в условиях конкретного карьера или фабрики. Опыт показывает, что такие партнёры в Китае уже есть.